摘要
SiC具备优异的物理特性,可显著提升微波射频、电力电子等器件的性能与能效,但高昂的衬底成 本影响了SiC的广泛应用。除了长晶速度慢、良率低外,晶体加工也是其价格居高不下的重要原因。激光剥离技 术结合激光垂直改质与可控晶体剥离,可实现低损耗、高效率、高质量的SiC晶体加工。介绍了SiC产业瓶颈、技 术难点、激光剥离技术原理,并重点总结了激光剥离技术的研究进展。
0 引言
SiC半导体具有禁带宽度大、击穿电场高、热导 率高的性能优势,在高功率、高频率环境下能保持 较高的效率,并且具有较强的耐高温能力和抗辐射 能力。SiC已成为大功率微波射频器件与高电压电力 电子器件的主要衬底材料,在卫星通讯、高压输变 电、轨道交通、电动汽车、通讯基站、国防军工等 领域有重要的应用前景(如图1所示)。据估算,SiC 基半导体器件可使大数据中心能耗降低50%,特高压 电网损耗降低60%,新能源汽车续航里程提高20%以 上,轨道交通功率器件系统损耗降低20%以上,工业 电机节能30%。目前,SiC等宽禁带半导体已被列入 我国“十四五”发展规划,成为在国家层面重点发 展的关键技术。

图1 SIC半导体材料的应用
近年来,全球范围内对SiC材料需求快速增长。根据Yole全球产业数据,SiC同质外延电力电子器件 市场规模有望从2018年的4亿美元增加到2027年的 172亿美元,复合年增长率约51%,SiC基GaN外延微 波射频器件市场规模也有望从2018年的6亿美元增加 到2027年的34亿美元,对应SiC衬底材料市场规模从2018年的1.21亿美元增长到2024年的11亿美元,复合 年增长率达44%,2027年SiC衬底材料市场规模将达 到约33亿美元。在国内4G/5G通信、新能源等行业旺 盛需求的牵引下,我国在SiC半导体技术领域虽起步 较晚,但已形成了较大的产业规模。
SiC半导体产业的突出瓶颈是高昂的衬底材料成 本,目前单晶衬底材料占器件总成本的50%左右,导 致其现阶段仅被用于部分对成本不敏感的领域。以 电力电子领域为例,虽然SiC基器件性能具有显著优 势,但绝大多数应用场景仍将Si基器件作为首选,目 前SiC在电力电子器件领域的渗透率仅为4.2%~4.5%。除单晶生长过程的生长速度慢、能耗高、良率低 外,SiC材料莫氏硬度高达9.2~9.5,是自然界中仅次 于金刚石的高硬度材料,导致SiC晶体加工速度慢、 原材料损耗大、加工良率低,大幅度地增加了衬底 的成本,并影响衬底的产能提升。
从晶锭到合格衬底片,目前国内SiC晶体加工 产线普遍使用的加工流程主要分为磨平、滚圆、切 割、粗研磨、精研磨、机械抛光、化学机械抛光、 清洗、检测等多道工序,其中用于SiC晶体切片的 多线切割过程是SiC加工损失的主要来源。如图2所 示,与切割线直径相近的SiC材料会被磨削成碎屑 (150~250 μm),称为锯口损失(Kerf Loss),而 切割线的高速行走过程还会造成20~50 μm的粗糙起 伏与表面/亚表面结构损伤,必须通过后续磨抛工艺 去除,总材料损耗量占原材料的30%~50%。此外, 因多线切割过程需使用液体进行磨削、锯口冷却与 碎屑冲洗,不可避免地产生大量含硅废水,废水中 微米至纳米粒径的颗粒物难于絮凝,回收难度大, 易造成严重的环境污染。
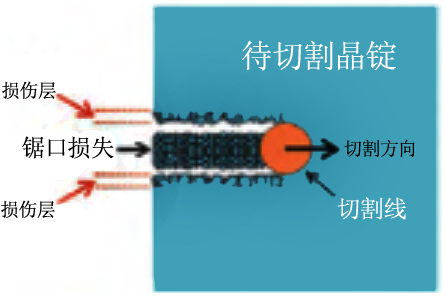
图2 多线切割对晶体的损伤示意图
事实上,多线切割技术可一次性切割长度400 mm 以上的晶锭,有利于大尺寸晶体加工效率的提升, 但会导致与线径尺度相近的锯口损失。因此,多线切割技术适用于单晶Si、多晶Si、蓝宝石等材料成本 低,晶锭横纵向尺度大的晶体材料,而SiC材料成本 高,晶锭长度短,需将数个晶锭粘接后进行多线切 割,生产效率低、切割损耗成本高,因此有必要开 发更适用于SiC材料的晶体加工新方法。
1 激光剥离技术原理
激光剥离技术是将激光精密加工技术与晶体剥 离技术相结合,预先在晶体内特定位置制造结合力 较薄弱的改质层,有利于剥离工艺中形成确定的晶 体断裂位置,从而提升了剥离过程的可控性与晶片 的厚度一致性,这对于SiC等高硬度、高脆性、高材 料成本的单晶材料加工尤为重要。
如图3所示,常规的激光加工是利用烧蚀效应 或平行改质技术。这类技术是将材料沿激光入射方 向进行分离,仅可用于晶圆上的芯片分割。激光垂 直改质技术利用可穿透晶体的一定波长的激光,通 过特殊设计的激光光学系统,在晶体内部极窄的深 度范围内实现高密度光吸收,从而令晶体材料发生 化学键断裂与分解、激光诱导电离、热致开裂等一 系列物理化学过程。使用激光束在整个晶体表面扫 描,即可形成垂直于激光入射方向的改质层。
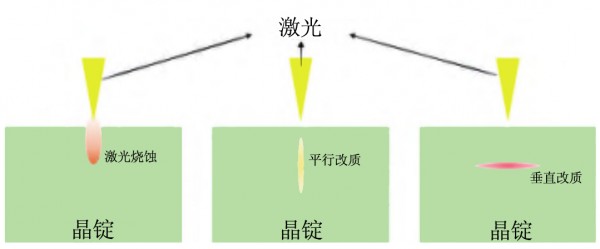
图3 激光加工原理示意图
可控晶体剥离是一种新型晶体加工技术,通 常使用精准控制的机械结构或精确设计的表面应力 层,诱导晶体开裂,最终实现晶体表面附近的薄层 完整无损剥离,具有速度快、成本低、化学危害小 的优点。实现激光垂直改质后,借助可控晶体剥离 技术,可完成晶体的整片分割。相较于常规的晶体 机械加工方式,此技术从原理上避免了锯口损失, 且晶体内部损伤较小,大大降低了SiC衬底加工过程 的材料损耗。
激光剥离技术可将晶锭加工成晶片,是多线切 割的替代技术。如图4所示,用于量产的激光剥离 技术应包含激光改质、晶体剥离、晶锭加工三个工 艺步骤。首先在晶锭内部指定深度使用激光扫描形 成一个完整的改质面,降低晶体结合力;而后利用 机械拉伸、机械扭转、超声振动、冷却的方式,使 晶体在改质面处断裂,分割为晶锭与晶片;由于剥 离后的晶锭表面粗糙度较大,对激光的散射效应较 强,因此在下一层激光改质前需将晶锭表面加工至较光滑的状态。上述三个步骤依次循环,即可将晶 锭连续加工成晶片。半导体器件制造工艺需在原子 级平滑的表面上进行外延薄膜生长,利用激光剥离 技术加工的晶片表面粗糙度仅可达到微米级,因此 需进一步通过磨抛加工,方可制成合格衬底片。
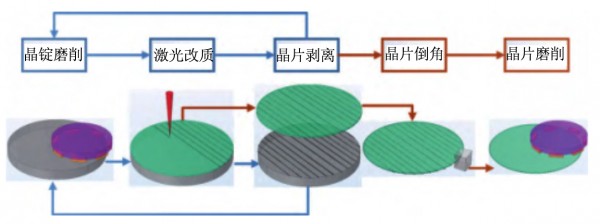
图4 SiC晶体的激光剥离技术示意图
与多线切割相比,激光剥离技术更适合材料 成本高、晶锭长度短的硬脆晶体加工领域,实现晶 体加工成本的大幅下降,并提高加工效率与加工质 量。近期日本名古屋大学天野浩团队证明激光剥离 技术可很好地应用于GaN单晶衬底及晶体管器件的加 工、,展现了优良的技术可拓展性。因此,激光剥 离装备被誉为半导体材料制备领域的“光刻机”, 有望成为半导体材料制造产业中的核心工艺装备。
2 激光剥离技术研究进展
在不同的加工工艺条件下,超快激光可引起多种 透明材料内部的形成结构、成分、折射率变化。在2006年,日本科学家已能实现以纳秒脉冲激光聚焦 Si内部,局部加热可控深度产生高密度位错,继而实 现无碎片化的切割技术。2009年,日本国立德岛大 学报道了由飞秒激光引发的微型爆裂现象,在SiC中 产生了应力层及空隙。2017年日本京都大学通过特 殊光学设计,在晶锭预定深度聚焦激光扫描,引起 SiC的无定形转化、分解,从而实现切割,所得晶片 均方根粗糙度5 μm。
晶体剥离技术方面,早在1985年美国科学家就 证明了在应力层的残余拉伸应力作用下,可从Si和 GaAs晶片上剥离薄层。但是,早期的晶体剥离试 验过程很难控制,因为当应力达到由晶片断裂韧性 确定的阈值时,裂纹会自发产生并随机传播,造成 剥离层厚度不均甚至碎裂。美国IBM公司研发了一种 可控剥离技术,该方法设计了额外的牵引层,用于 施加外力触发断裂,并定向引导裂纹扩展,还建立 了临界应力和剥落层厚度相关性的理论模型,为工艺优化提供指导。此外,晶圆级的Si、GaN单晶, 以及III-V族太阳能电池、集成电路、LED等半导体 器件均可利用该技术实现可控剥离。
在产业化技术方面,日本Disco公司与德国 Siltectra公司分别发布了适用于4~6英寸SiC晶锭整片 剥离的激光剥离技术,可大幅提高SiC晶体加工效 率与加工质量,降低SiC衬底成本。日本Disco公司 研发了“KABRA(Key Amorphous-Black Repetitive Absorption,关键非晶黑色重复吸收)”技术,以激 光诱导SiC非晶态转化,并通过机械、超声等方式实现 了SiC晶锭切片,6英寸激光改质时间≤15 min,相应 设备已于2018年实现销售。该公司完成了KABRA技 术的晶圆加工全流程试验,并将激光剥离制造的晶 圆进行了肖特基二极管器件验证,结果表明激光剥 离技术可获得同等的器件性能。德国Siltectra公司提 出了“Cold Split(冷剥离)”技术,用超快激光在 晶体内部产生微裂纹,而后通过聚合物冷却将晶片 与剩余晶锭分离。2017年11月,Siltectra公司在德国 德累斯顿建立了一条使用Cold Split技术加工SiC晶体 的试验线。2018年11月,德国半导体巨头英飞凌耗资 1.24亿欧元收购了Siltectra公司,Cold Split技术也已 通过英飞凌公司验证,预计在2023年整合至批量生产中。
我国相关领域起步较晚,技术积累较少。国内中国电子科技集团公司第二研究所、大族激光等单位率先开展试验探索,具备了SiC晶体激光剥离工艺 与装备研发能力,山东天岳、华为、松山湖材料实验室等机构也布局了相关专利。
3 激光剥离技术优势
激光加工技术具有自动化程度高和易集成的优 势。日本Disco公司基于KABRA工艺技术和精密加工 设备的研发基础,研制了具备激光剥离、研磨、抛 光等功能的KABRA!zen型全自动SiC多晶锭并行加工 系统。据该公司分析[19-20],若在SiC衬底制造工艺中 使用KABRA!zen系统替代传统机械加工设备,按照从 直径6英寸、厚度20 mm的SiC晶锭加工标准的350 μm 晶片估算,激光垂直改质剥离技术具有较大的优势 (见表1)。
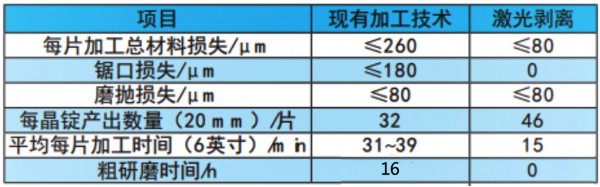
表1 Disco公司激光剥离技术优势
(1)激光剥离技术可充分利用激光加工设备的易集成易自动化特性,将多个晶锭的研磨、改质切 割、剥离工序并行实施,从而提高加工效率。
(2)激光剥离技术几乎无材料损耗,仅需在后续磨抛工艺中将上下表面共去除约80 μm的材料。而 多线切割工艺中会造成与切割线直径接近厚度的材料损伤(按180 μm估算),后续磨抛工艺也需去 除约80 μm的粗糙起伏区与损伤层,因此使用激光 剥离技术SiC加工损耗可从260 μm降低至80 μm。对于20 mm厚的SiC晶锭,等量原料的情况下产量提 升44%。
(3)多线切割技术会导致切割面较大的粗糙度与 亚表面损伤,需要使用粗研磨工艺以去除晶片表面 上的起伏。而激光剥离工艺可将剥离面晶片起伏控 制在极低的水平,因而可省略粗研磨步骤,从而节约了时间、设备及人力成本。
另外,基于高纯半绝缘SiC衬底的微波射频器件制造过程中,为降低寄生电容,并方便制造通孔以 实现共接地,通常需将SiC衬底减薄至100 μm左右, 且衬底厚度需随器件工作频率而减小。而在导电型 SiC衬底的电力电子器件制造中,背面减薄也可提 高正向导通电流密度、降低正向压降、降低通态损耗。目前,衬底背面减薄通过砂轮磨削实现,由于 SiC属于高硬度脆性材料,磨削法加工效率较低,材料浪费严重,且易导致过大的晶圆翘曲。激光剥离 不仅可实现指定厚度的晶圆减薄,还可实现剥离晶 片的二次利用。据估算,若采用激光剥离技术回收 剥离下来的晶片,每片6英寸SiC器件晶圆的制造成本 可节约近300美元,从而降低SiC器件制造商约30%的 材料成本。
4 前景与展望
激光剥离技术具有生产效率高、材料损耗小的 突出优势,是极具发展潜力的新型晶体加工技术。但是,为实现激光剥离工艺与设备的广泛推广,还 有很多待解决的工程问题:
(1)对于现有的晶体剥离 方案,其力学本质均为硬脆材料的断裂过程,此过 程可控性差,需大量工艺优化以降低晶片翘曲度及 残余应力;
(2)与传统晶体加工过程不同,激光扫 描与晶体剥离均为逐片处理的过程,其工艺一致性 与稳定性有待批产验证;
(3)激光改质与剥离单元技 术有望取代多线切割工序,但其对晶片的加工效果 与多线切割存在差异,为实现批产应用,需对晶体 加工前后工序进行调整与优化,提高激光剥离的产 线适用性;
(4)SiC半导体器件均工作在高温、高电 压、高电流等极端环境,激光剥离技术尽管已经过 实验室器件验证,器件的长期可靠性与稳定性仍有 待长周期多场景的考验。
从长远来看,激光垂直改质剥离技术必将成为 SiC半导体领域一项技术革命,该技术也可应用于 GaN、AlN、金刚石等硬脆半导体材料的高效加工, 从而将宽禁带半导体产业推向新的高度。



