长三角G60激光联盟导读
据悉,西北工业大学、西安明德理工学院、沙特国王大学、印度昌迪加尔大学、青岛理工大学、黎巴嫩美国大学、波兰奥波莱工业大学、南京航空航天大学等机构科研人员报道了基于响应面法(RSM)的3D打印工业级ABS聚合物激光抛光参数多目标优化研究, 以提高力学性能、可持续性和表面光洁度。相关研究以“Multi-objective optimization of laser polishing parameters for enhanced mechanical properties, sustainability, and surface finish of 3D-Printed industrial ABS polymers using response surface methodology (RSM)”为题发表在《Journal of Materials Research and Technology》上。

在这项研究中,使用激光抛光技术减少了打印表面的毛刺。改善三维(3D)打印的新型丙烯腈-丁二烯-苯乙烯(ABS)聚合物的力学性能(拉伸和弯曲强度)、打印表面的粗糙度和扫描时间,是激光抛光工艺明确要解决的工业问题之一。在一系列测试中采用了响应面法,以确定改变激光参数对测试材料表面光洁度和力学性能的影响。用扫描电镜对预抛光工件的力学特性和表面形貌进行了比较。结果显示,采用激光抛光的ABS表面粗糙度降低了18.85%以上,从8.01μm 降至6.50μm。样品的抗拉强度提高了 8.1%,从35.8MPa提高到38.7 MPa。样品的激光扫描时间为0.143分钟,抗弯强度从58.01MPa提高到59.51MPa,提高了2.58%。这些结果表明,通过新型的后处理激光抛光技术,3D打印ABS聚合物材料的力学性能和表面质量都得到了提高。为了生产可持续产品,这种创新技术在3D打印领域大有用武之地。
关键词:激光扫描;增材制造;力学性能;表面粗糙度;激光扫描时间
增材制造(AM),又称3D打印,具有成本低、能耗低等多种优势,因此被广泛采用。医疗保健、航空航天和生物技术是 AM 市场发展最快的领域。各种生产程序都被称为 "3D 打印",包括立体光刻设备和熔融长丝制造(FFF)。聚合物打印中最典型的AM方法是FFF。如图1所示,在传统的FFF过程中,热塑性塑料、蜡或金属熔体等材料由于其丝状结构,必须通过加热的喷嘴沿预定路径稳定地挤出到每一层。
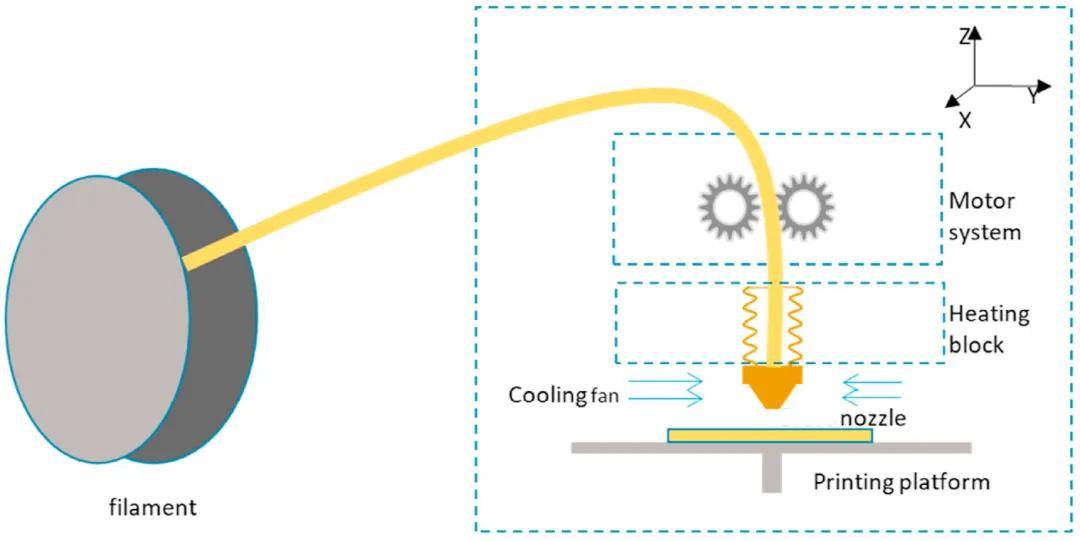
图 1.FFF 3D打印机示意图。
响应面法RSM的优化方法误差率低,是确定AM设置的有用工具。一些应用,特别是计算机数控,利用RSM来优化模型。
本文的新颖之处在于探讨了激光抛光对ABS力学性能和扫描时间(Tl)的影响,这在文献中很少报道。与之前大多数关于改善ABS表面质量的研究不同,该研究涉及力学性能和可持续性。值得注意的是,在RSM框架内,提出了一种新的激光抛光优化方法,而这种方法在文献中很少用于激光抛光。此外,研究还聚焦于ABS的FFF打印技术这一空白领域,从而进一步推动了该领域的发展。作者使用了KEXCELLED最新开发的专业ABS变体,在普通和优化条件下,该变体在打印质量、减少翘曲和光滑包覆选择方面都有显著改进。图2(a-f)显示的这些进展包括了ABS在工业中的适用性、应用限制、制造工艺、激光参数、响应变量以及最后的工艺优化,综合起来代表了对该领域的巨大研究贡献。
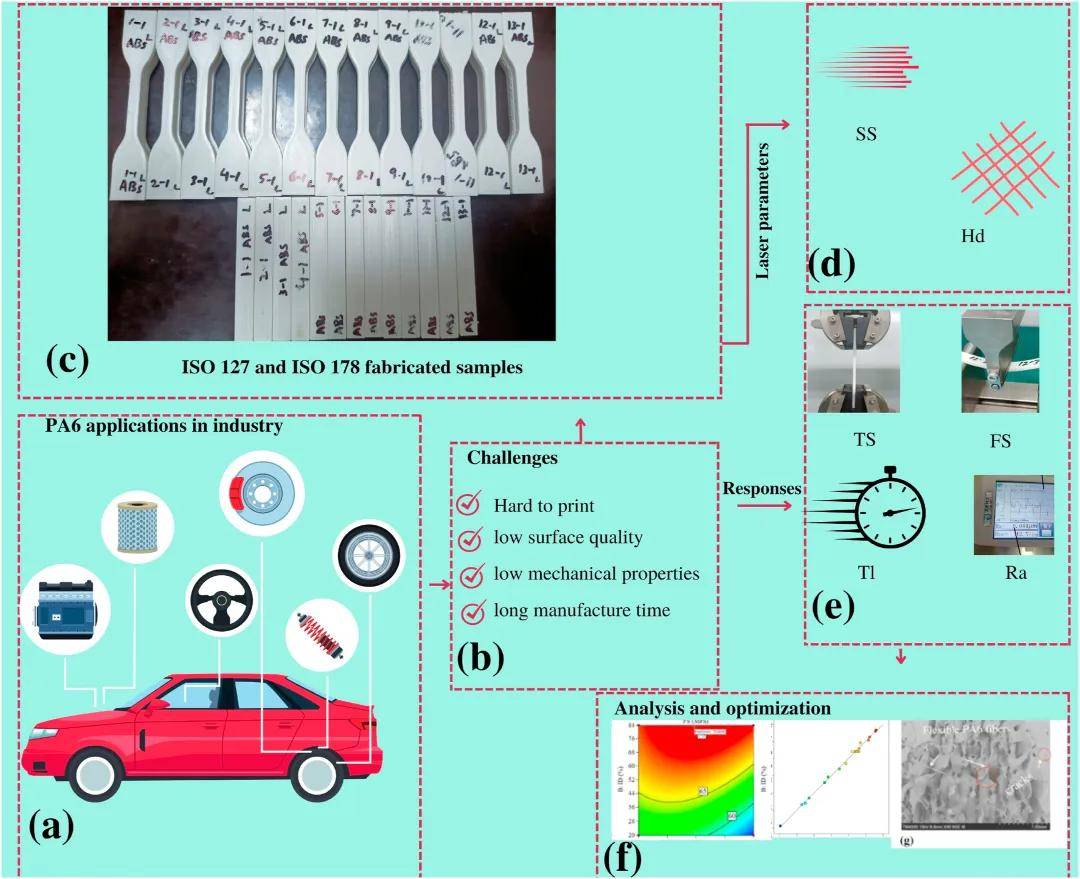
图 2.研究概要:(a) ABS与汽车制造的相关性,(b) 汽车行业遇到的困难,(c) ABS 样品模型,(d) 激光设置,(e) 响应,以及(f) 响应的分析和优化。
在这项研究中,作者旨在通过改变激光抛光参数(包括激光功率、扫描速度、焦距和间距的变化)来了解FFF打印对ABS产生的具体影响。在此基础上,利用RSM中心复合设计(CCD)方法系统地探索这些变量,试图测量它们对拉伸强度 (TS)、弯曲强度 (FS) 和Tl等力学性能的影响。此外,还借助扫描电子显微镜(SEM)研究了激光抛光引起的形态变化。本研究采用的新方法是基于RSM 的多目标优化,以同时提高力学性能、抛光工艺的环保性和Ra值。研究结果表明,采用这种方法可以有效提高挤压成型部件的表面性能和力学性能,是在最小热影响区(HAZ)下提高FFF技术生产的ABS部件质量的有效方法。
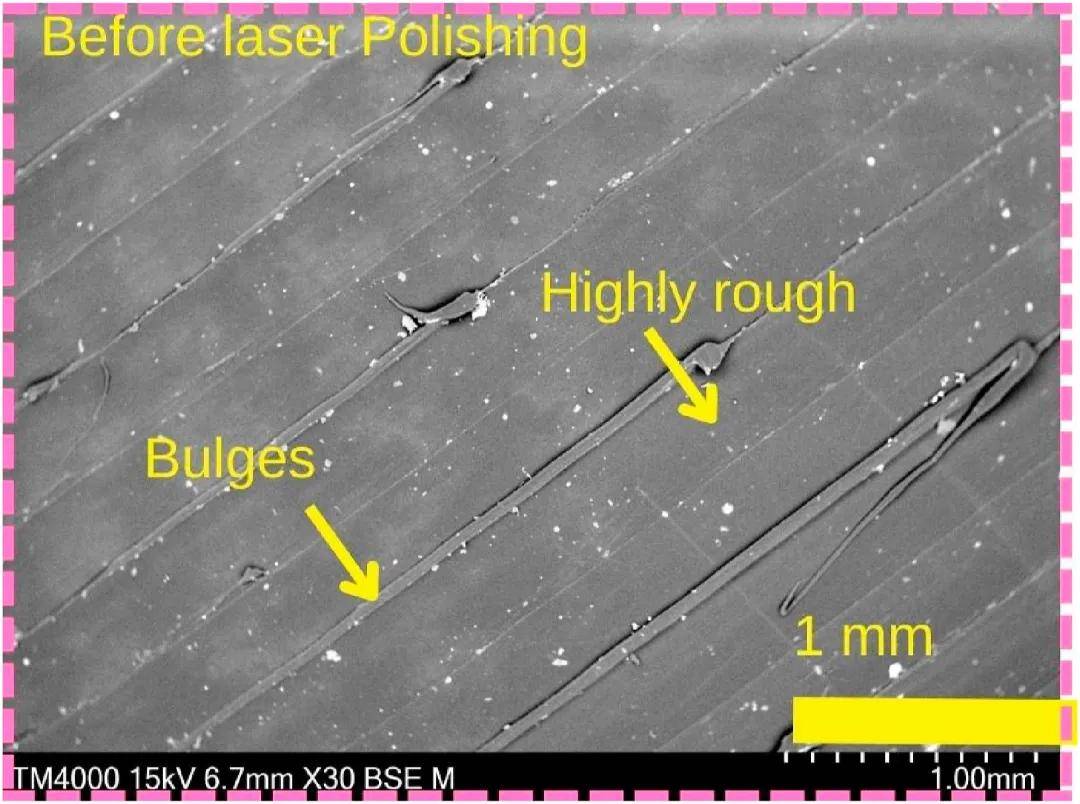
图 3.抛光前材料的显微可视图。
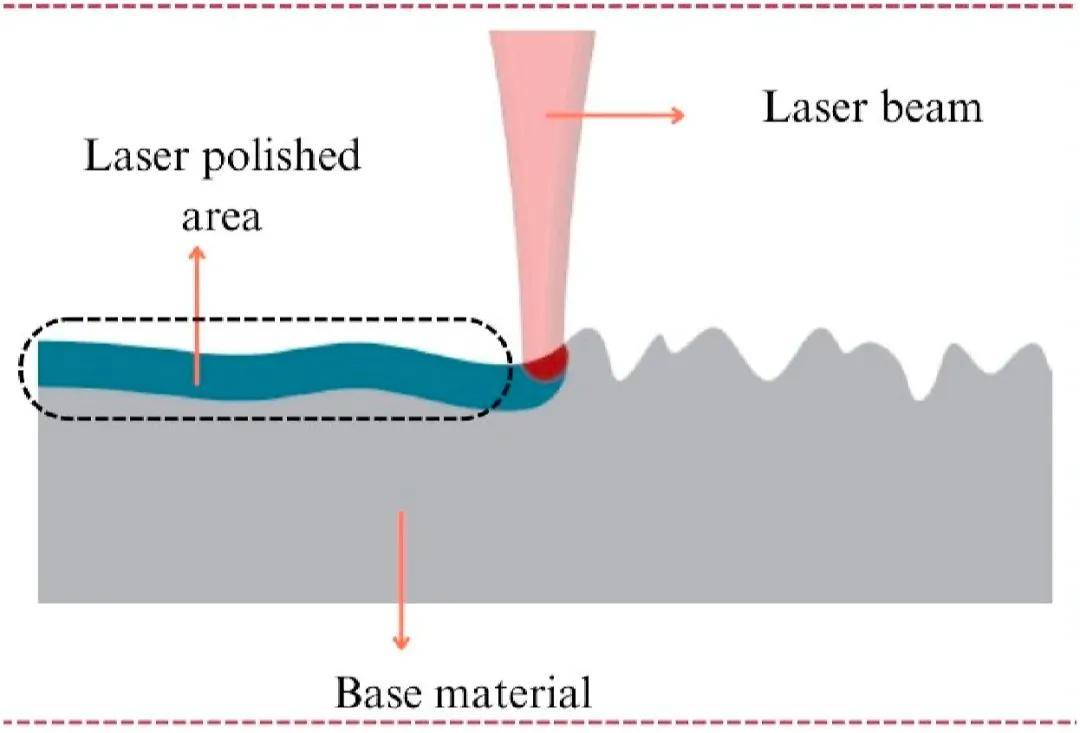
图 4.抛光程序示意图。
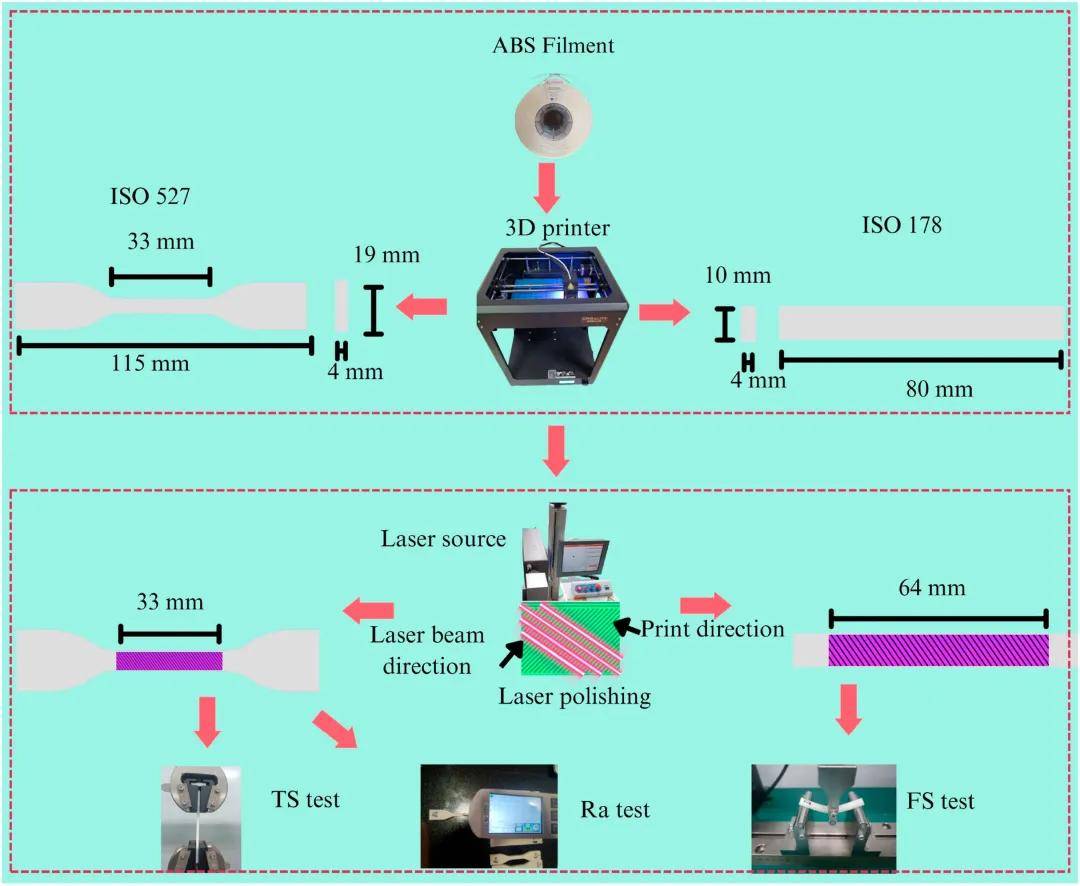
图 5.FFF ABS部件的激光扫描过程。

图 6.(a)激光设备和(b)初始样品和(c)最终激光抛光样品进行实验。
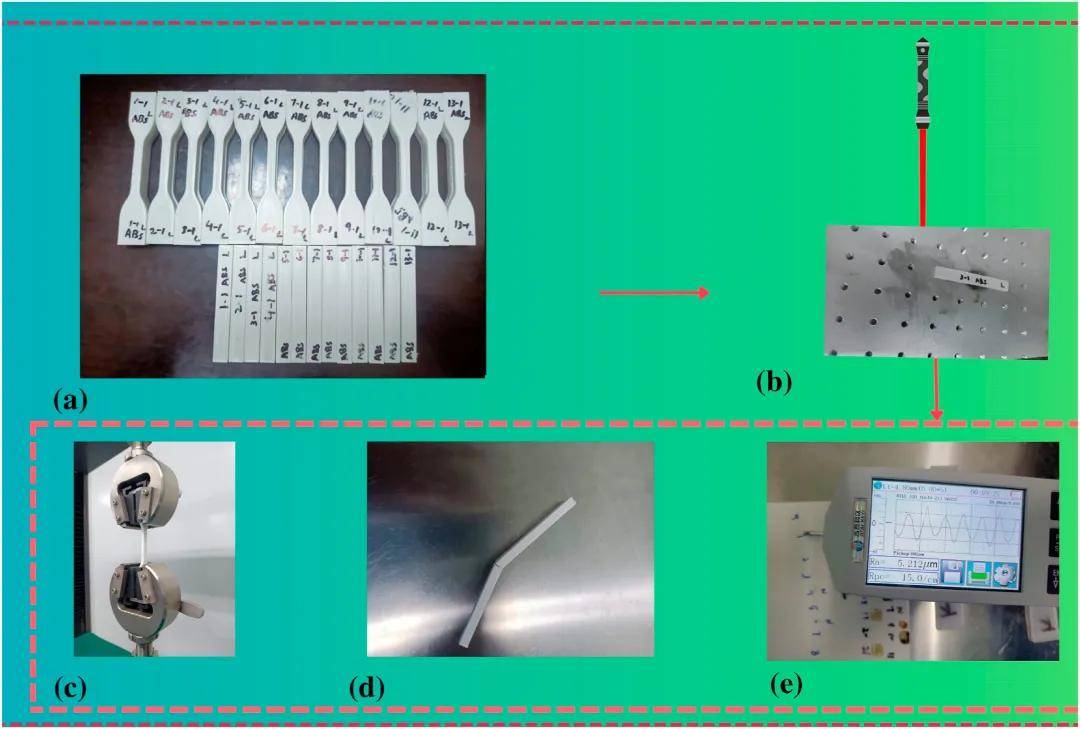
图 7.FFF 样品、激光工艺和检验(a) FFF 零件,(b) 激光工艺,(c) TS载荷下的样品,(d) FS 载荷下的样品,(e) Ra 测试。
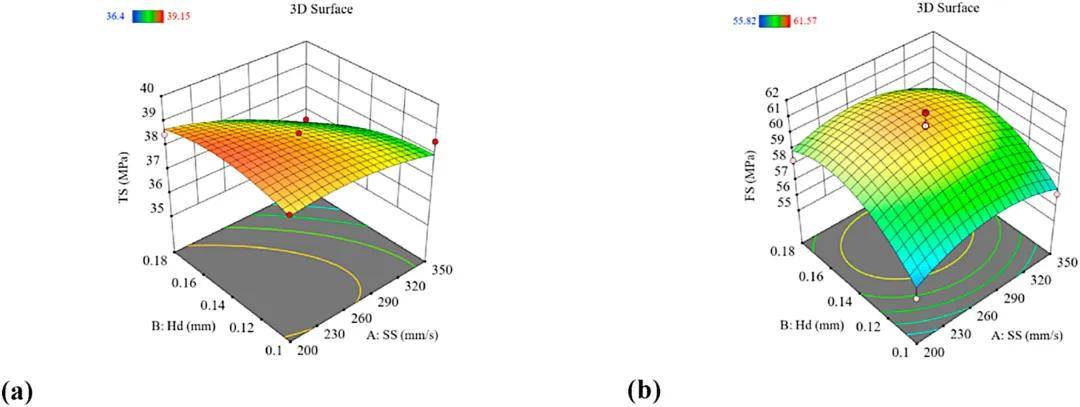
图8.(a-b) TS和FS的三维相互作用图。
研究了ABS 3D打印过程中的机械特性、平均Ra 值和扫描时间 (Tl),结果表明激光抛光处理对这三者都有影响。在整个测试过程中采用了 RSM(一种线性回归方法,用于分析刺激变量和结果变量之间的相关性)。然后通过多响应优化确定了最佳的印刷参数。实验结果如下:
1.数值多目标优化显示,对于ABS来说,SS(229.1 毫米/秒)和 Hd(0.14 毫米)是实现 TS、FS、Ra 和 Tl 的最佳印刷参数组合。
2.通过激光抛光,Ra降低了18.8%(从 8.01 μm 降至 6.5 μm),以获得最佳响应。试样的TS 增加了8.1%,从35.8 MPa增至38.7 MPa。 试样的激光 Tl 为 0.143 分钟,FS 增加了2.58%,从58.01 MPa增加到59.51 MPa。
3.TS、FS、Tl和Ra的预期值与研究值之间的百分比误差范围为0.57%至2.48%,2.72%至 1.40%。 这说明模型的预测在实际应用中效果良好。
4.通过激光抛光降低T值可有效利用能源,有助于减少污染和碳排放。
5.使用RSM估算的理想激光扫描参数,同时保持较低的Tl值和Ra值,激光扫描技术表明可以大大提高机械特性。
6.预测结果、统计方程和实际实验结果之间有很大的一致性。这些数据对激光公司和打印公司都很有用,因为它可以作为确定最佳激光扫描设置的基准。对于有兴趣在给定范围内提高ABS聚合物性能的企业来说尤其如此。