英国华威大学和利物浦约翰摩尔斯大学研究团队报道了可调节环形模式(ARM)激光对钢铝激光焊接搭接接头金属间化合物形成和力学性能的影响。研究成果以“Effects of the adjustable ring-mode laser on intermetallic formation and mechanical properties of steel to aluminium laser welded lap joints”为题发表在《Materials & Design》上。

亮点:
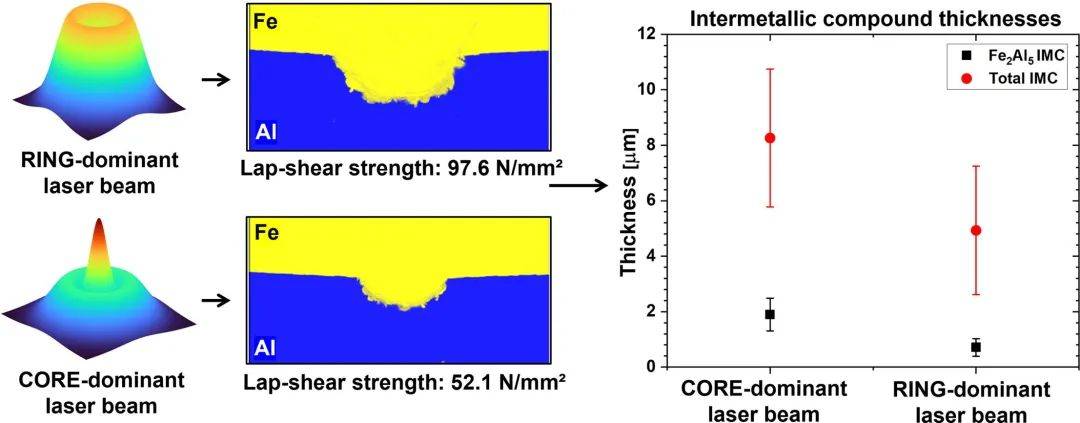
-在传导模式焊接中可获得 97.6 N/mm2的最大搭接剪切强度。
-在传导模式下抑制了金属间的总厚度并增加了焊缝宽度。
-在穿孔模式下焊缝的钢侧观察到明显的晶粒细化。
关键词:激光束整形;可调环形模式(ARM)激光;钢铝激光焊接;金属间相形成;显微结构分析
激光束整形对控制焊接轮廓和锁孔稳定性方面有积极作用,可显著降低焊缝中的孔隙率。然而,很少有研究激光束整形对金属间相形成的影响。本文采用了可调环形模式(ARM)激光,并研究了中心/环形功率比的影响,以探讨IF钢与1050铝远程激光焊接过程中金属间化合物形成和力学性能的影响。
本文研究了ARM激光对IF钢与1050铝合金异种焊接头的IMC形成、微观结构和力学性能的影响。研究发现,中心/环形功率比的正确选择是控制IMC形成和微观结构的关键参数,从而最大限度地提高焊接的力学性能。
研究发现,在传导模式下,0.2的中心/环形功率比为焊接界面的结合提供了更大的表面积,最大搭接剪切强度为 97.6 N/mm2,提供了最优的焊接强度(71%的接头效率)。此外,与高斯光束(功率比大于 1)相比,Fe2Al5金属间化合物(IMC)厚度明显降低了62%,IMC总厚度降低了40%。与传导模式相比,在穿孔模式下观察到了开裂和较低的搭接剪切强度。值得注意的是,中心/环形功率比为0.5时,焊缝钢侧的晶粒明显细化。

图 1.高斯光束和环形光束之间的功率比r的示意图。

图 2.(a) 焊接装置;(b) 焊接轮廓深度和宽度;(c) 试样和夹具装置示意图。
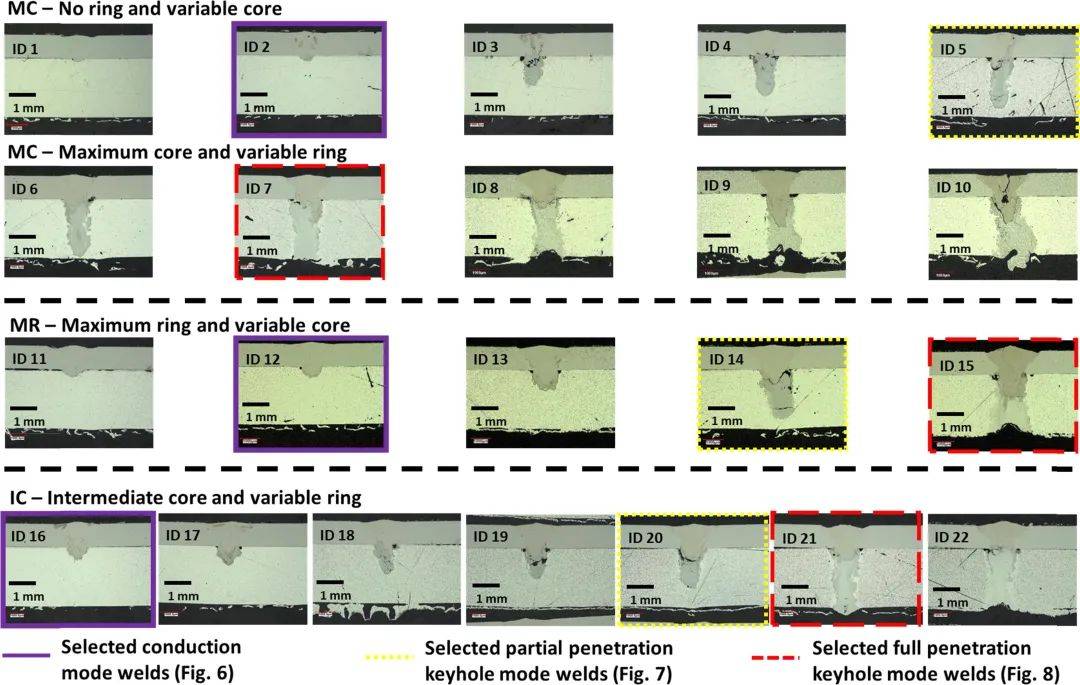
图 3.光学显微照片显示每个焊接ID的典型横截面。图6、图7和图8对突出显示的焊缝ID进行了详细讨论。
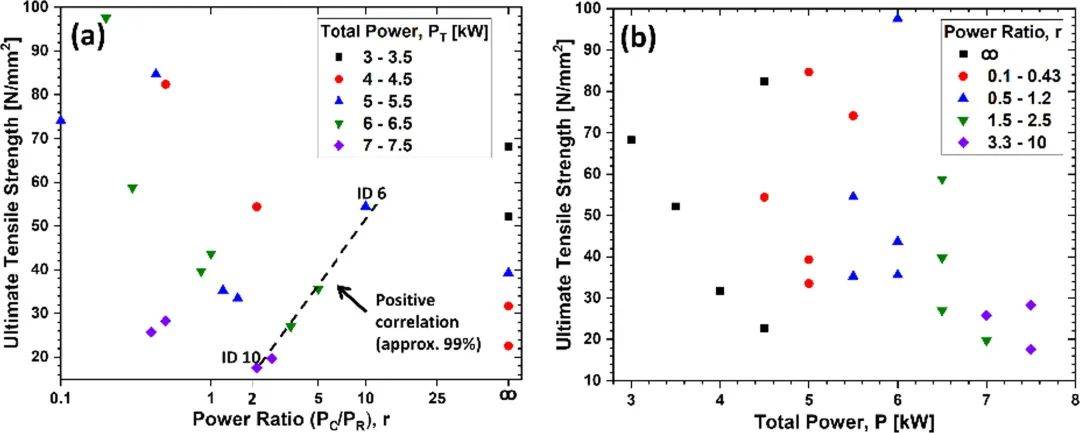
图 4.所有焊接试验的(a)极限拉伸强度(UTS)与功率比和(b)总功率的对比图。
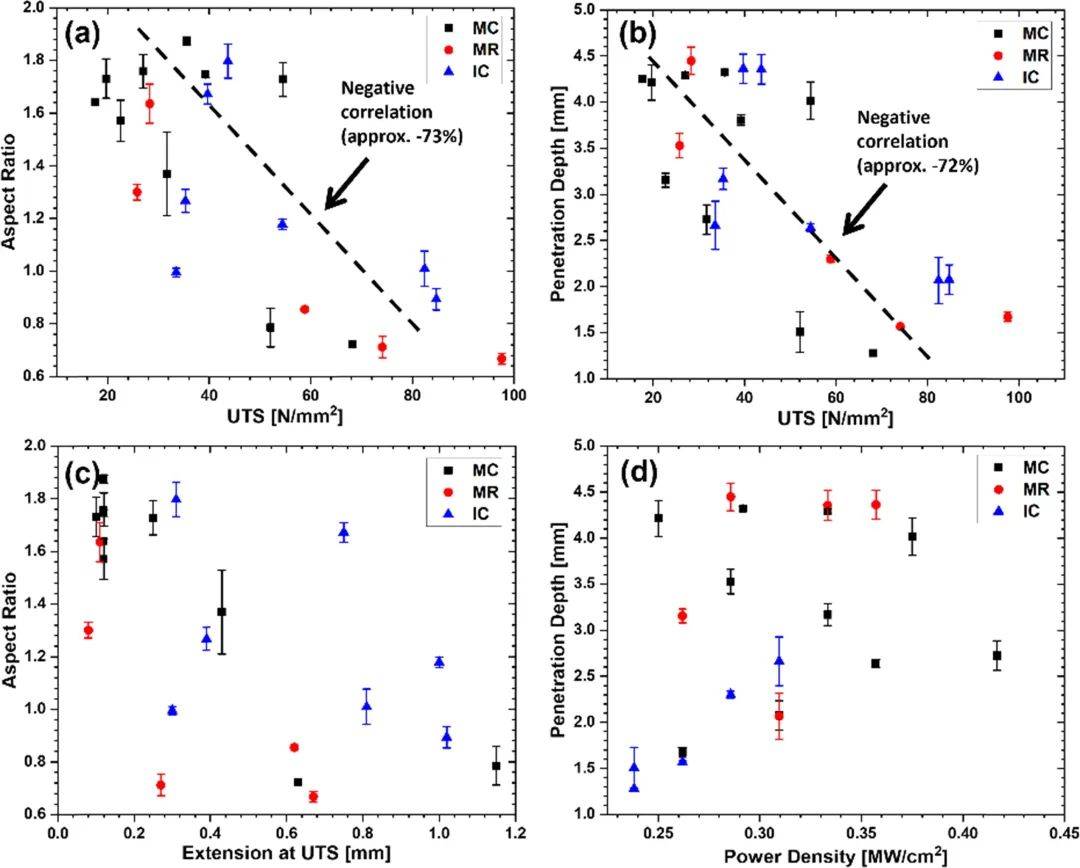
图 5.所有焊接试验的(a)长宽比与UTS、(c) 延伸率和(b)穿透深度与UTS以及(d)功率密度的对比图。
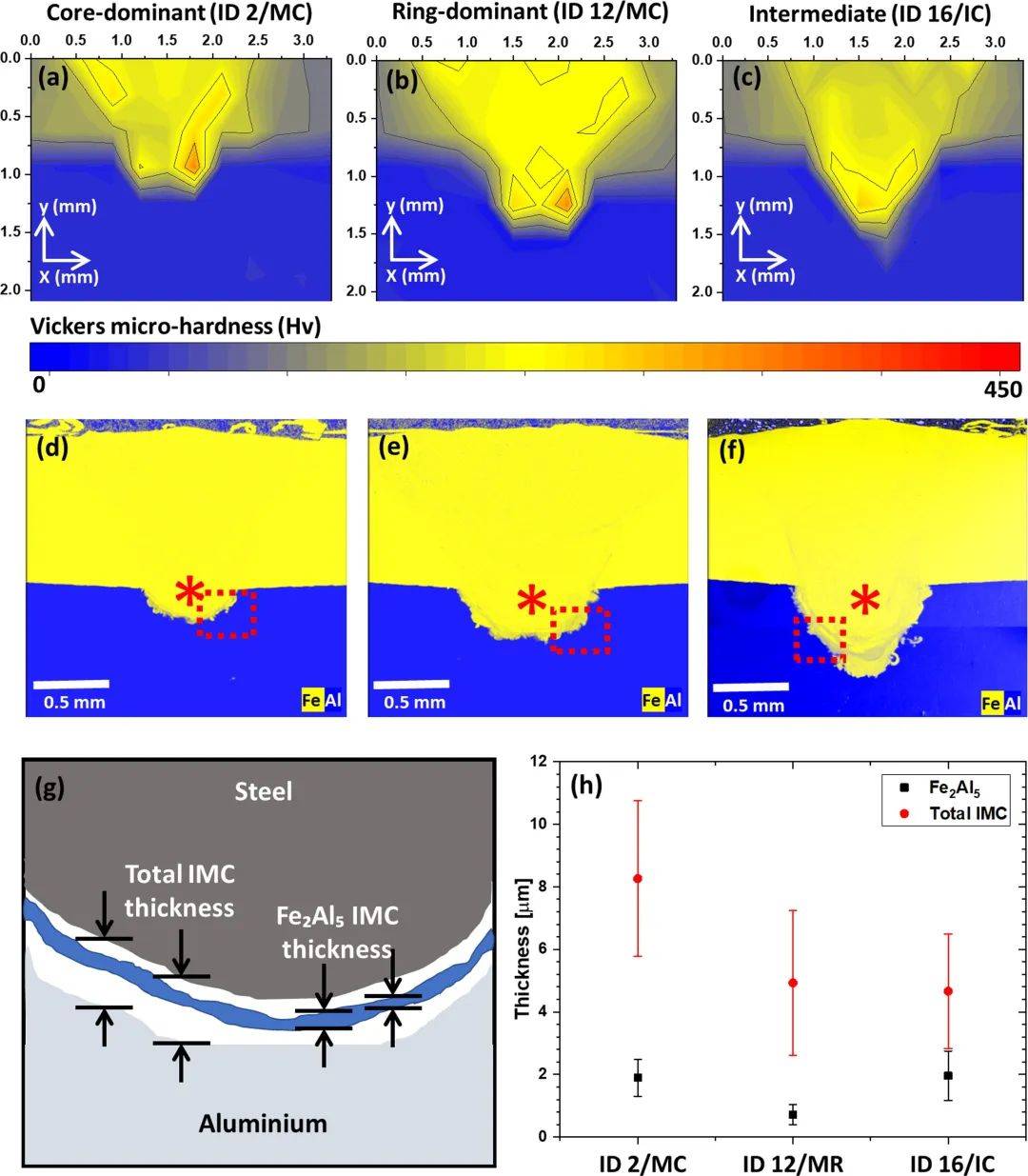
图 6.典型传导模式焊接的维氏硬度压痕等值线图(a-c)和相应的SEM-EDS化学图(d-f)。钢铝界面示意图(g);(h)传导模式焊缝的Fe2Al5和IMC总厚度。
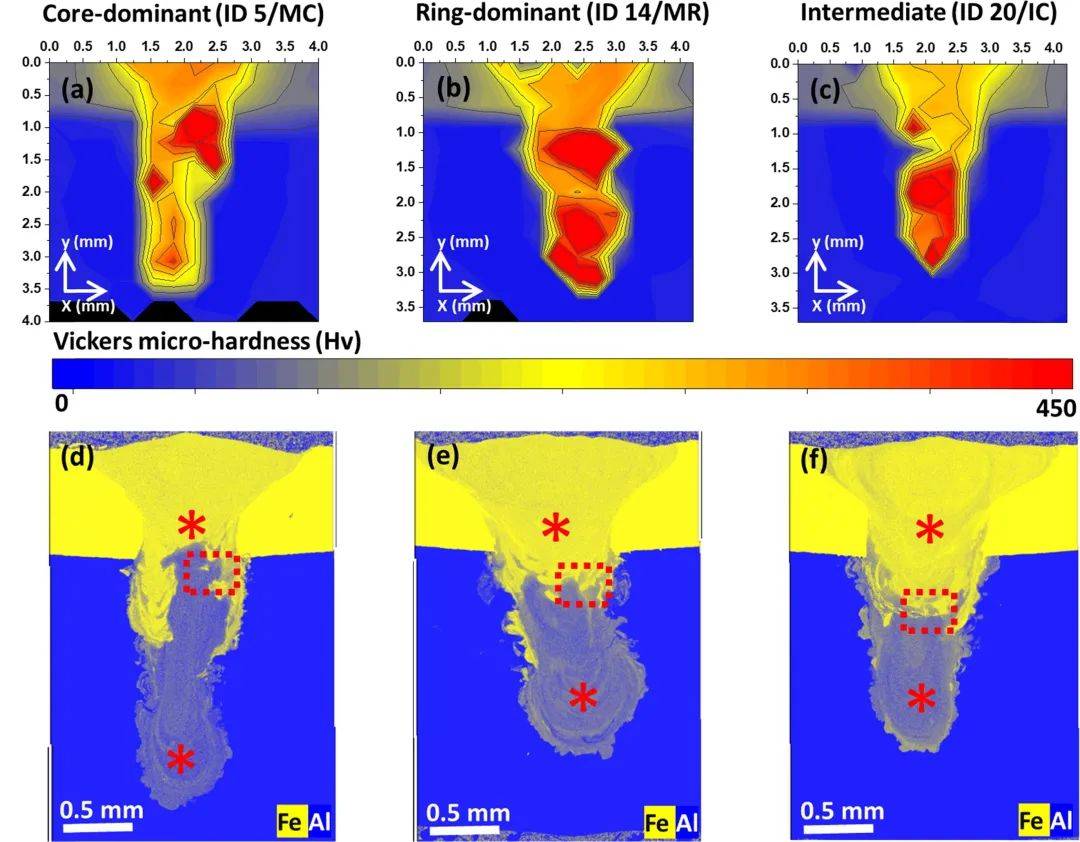
图 7.具有代表性的部分熔透锁孔模式焊缝的维氏硬度显微压痕等值线图(a-c)和相应的 SEM-EDS 化学图(d-f)。
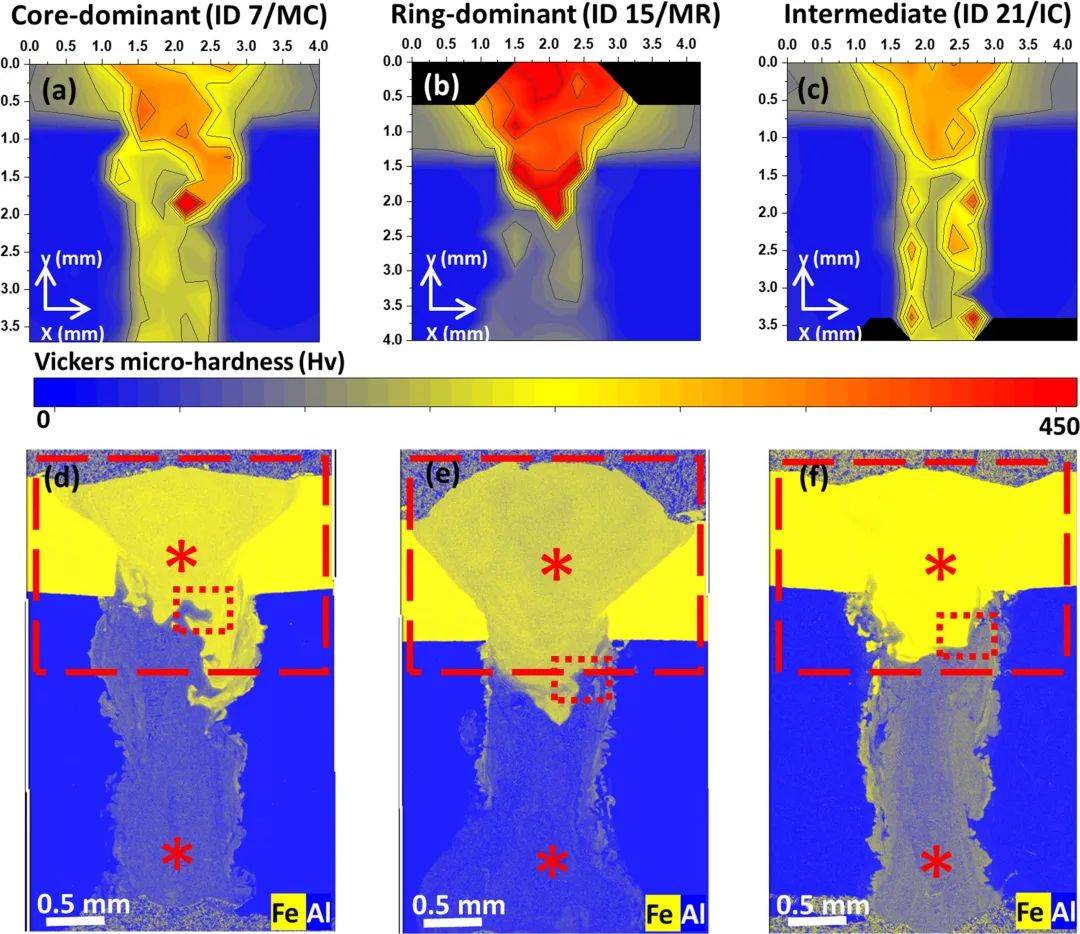
图 8.具有代表性的全熔透锁孔模式焊缝的维氏硬度微硬度压痕轮廓图(a-c)和相应的 SEM-EDS 化学图(d-f)。
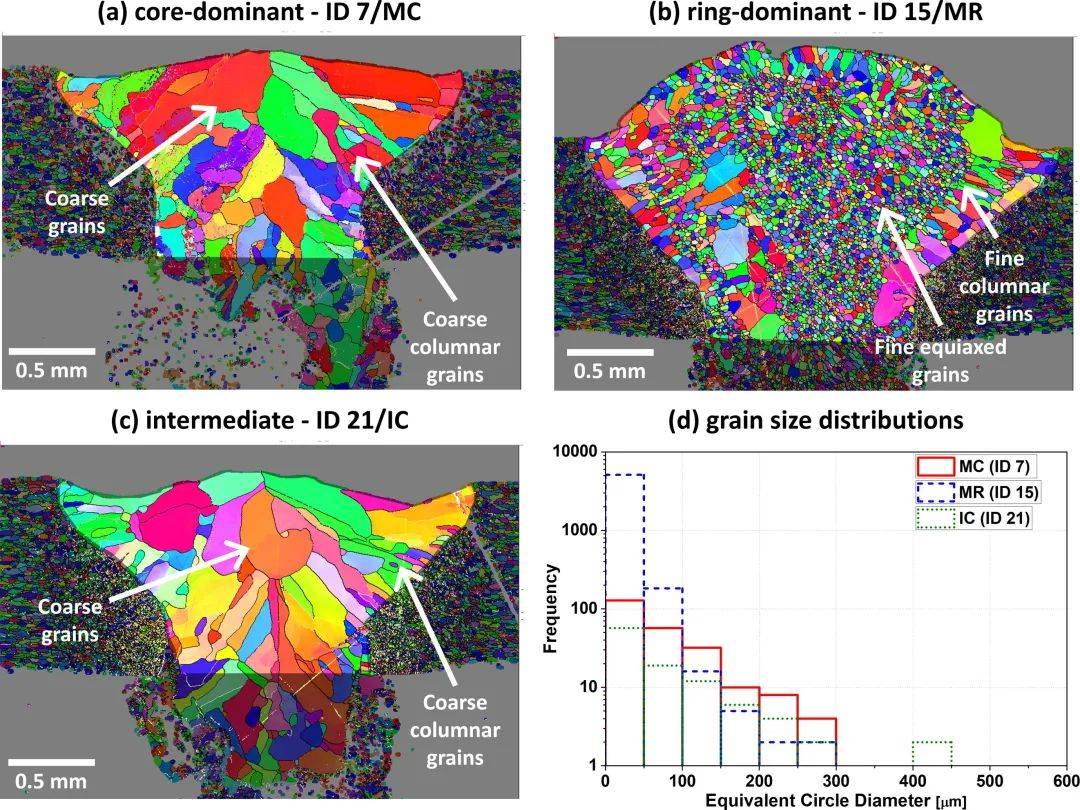
图 9.EBSD 图显示了全穿透锁孔模式试验中富含铁区域(顶层板)的晶粒大小,并对晶粒大小分布进行了量化。
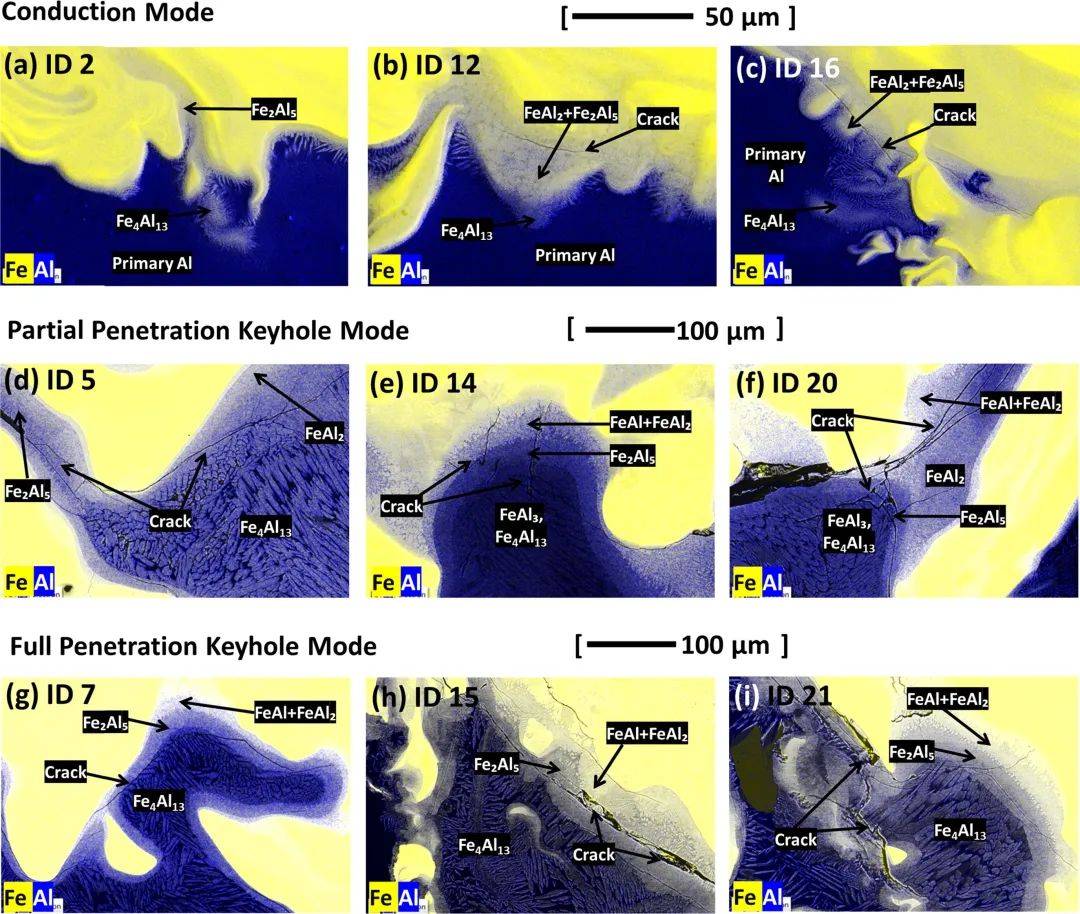
图10.图 6、图 7 和图 8 所示传导和锁眼模式(部分和全熔透)焊缝中红色虚线框内富铁和富铝界面的SEM-EDS 图。