南非约翰内斯堡大学研究人员综述了在不同工艺参数下对同类和异种钛合金接头进行激光焊接的最新研究成果和进展。该研究以“A critical review of microstructure and mechanical properties of laser welded similar and dissimilar titanium alloy joints”为题发表在《Journal of Advanced joining Processes》上。
近年来,钛合金在汽车和航空航天工业中的使用越来越多。然而,由于钛合金导热性低、与氧气的亲和性高、熔化温度高、强度高、机加工性能差,使用传统制造技术制造钛合金零件具有挑战性。随着焊接技术的进步,开发出了安全、高效、经济的焊接技术,能够克服上述挑战并提高钛焊接质量。用于焊接铝和不锈钢的传统方法和设备也被用于钛及其合金的焊接,但与激光焊接技术相比,成功率有限。激光焊接因其卓越的品质和极高的可靠性而成为首选的焊接方法,尤其适用于航空航天和飞机结构中常用的钛合金连接。本研究综述了在不同工艺参数下对同类和异种钛合金接头进行激光焊接的最新研究成果和进展。重点介绍了激光加工变量对不同环境下激光焊接钛合金接头的显微组织特征、力学特性和耐腐蚀性变化的影响。最后,对同类和异种钛合金接头激光焊接的研究进展进行了展望。
关键词:激光焊接技术;激光加工参数;钛合金;钛异种接头;显微组织;力学性能;混合结构
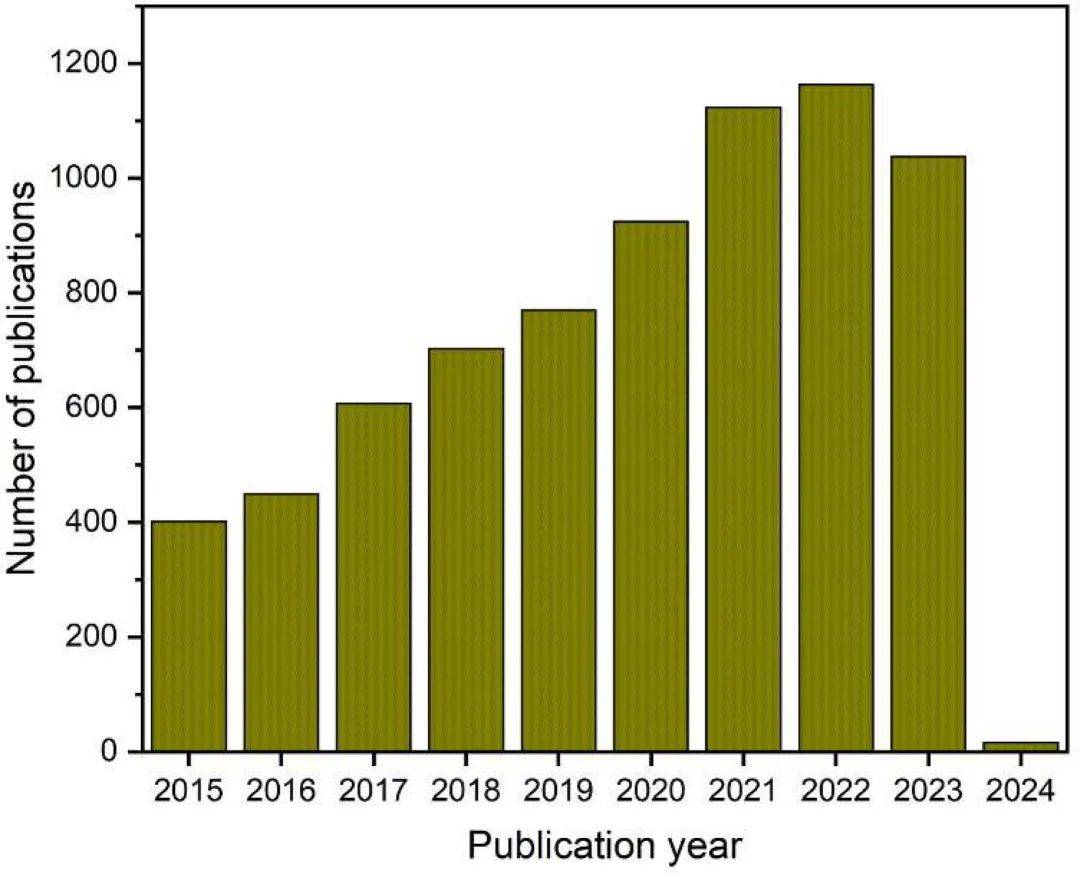
图1:近十年来有关钛合金激光焊接的出版物数量。
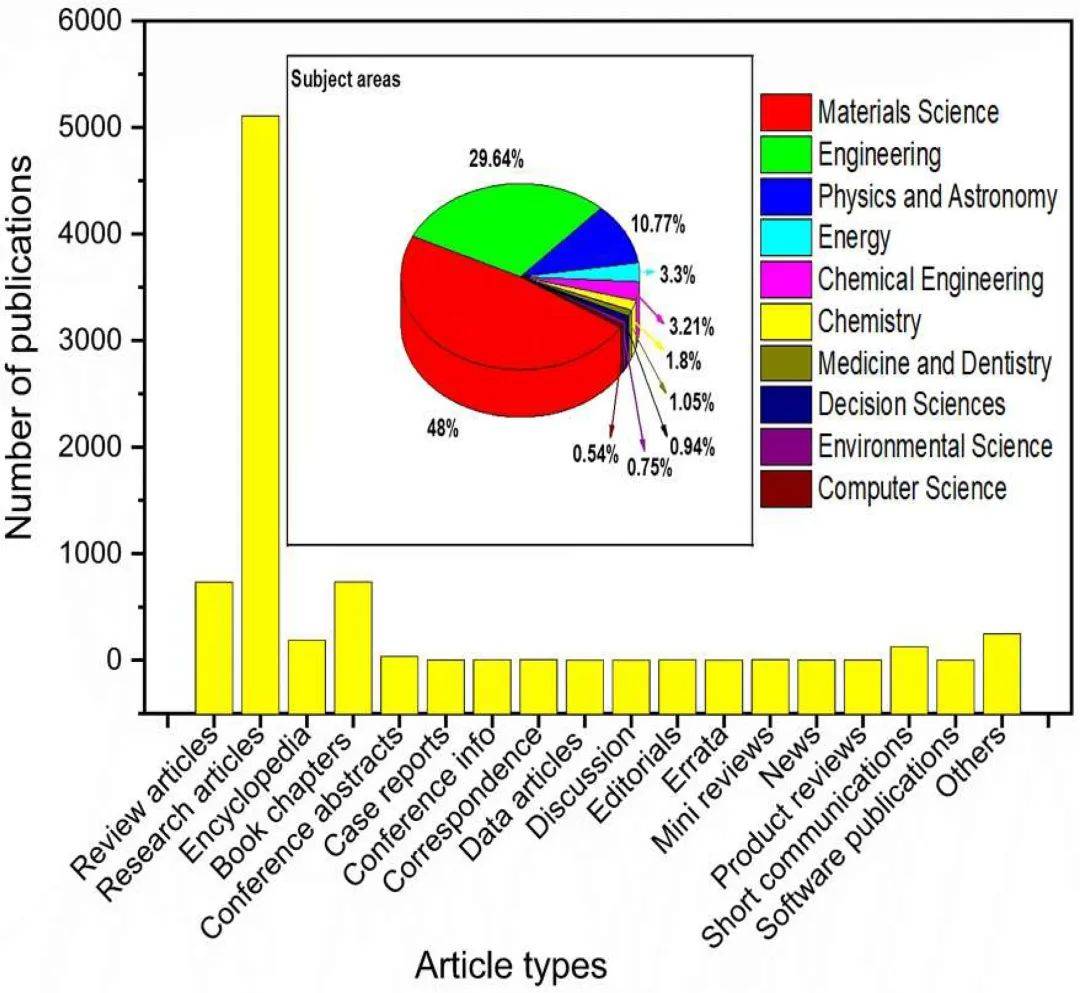
图2:2015-2024年间基于文章类型的出版物数量(插图:显示已发表文章的主题领域)
图3:激光焊接模式示意图(a)传导模式和(b)锁孔模式。
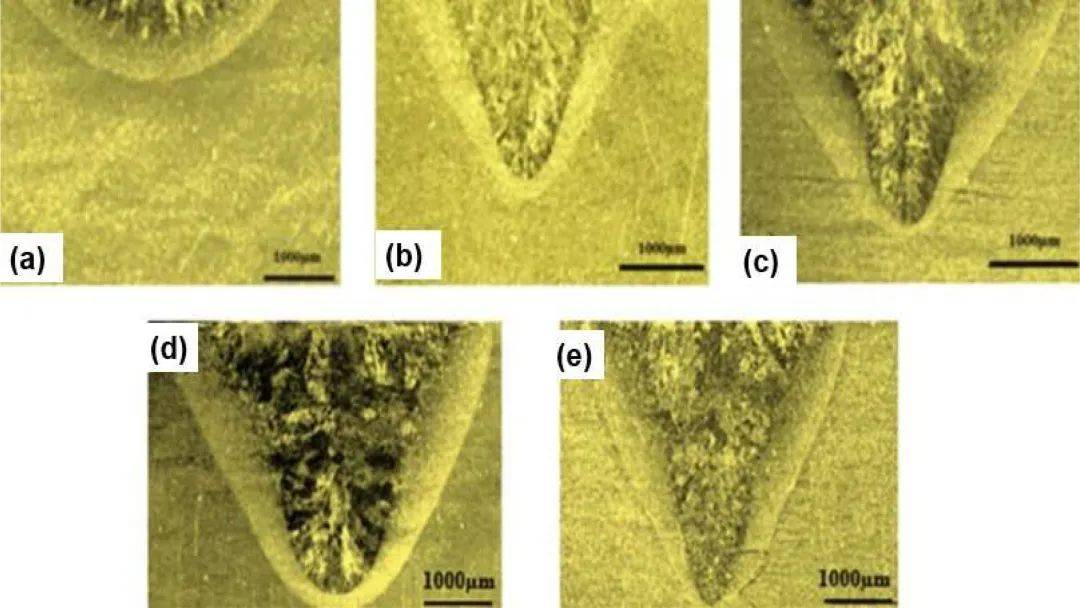
图4:激光功率对FZ宽度和熔池渗透率的影响(a)1800w (b)1900 W (c)2000 W (d)2100 W (e) 2200 W。
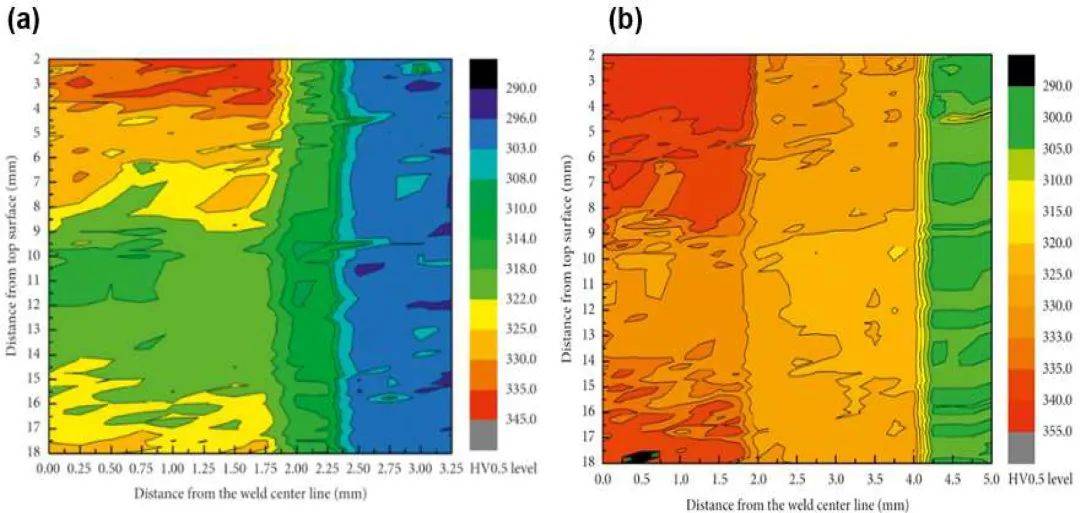
图5:激光焊接 Ti6Al4V 合金接头时保护气体对硬度分布的影响 (a) He 和 (b) Ar。
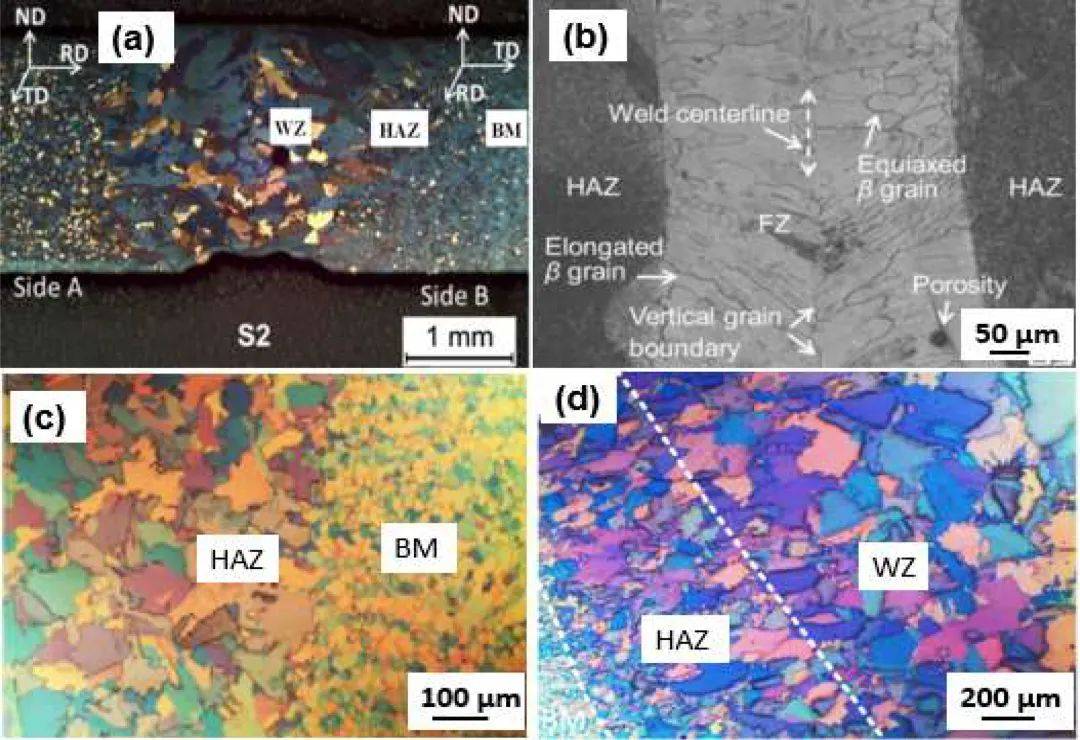
图6:LBW钛合金接头显微组织显示(a)CP-Ti接头的差异区。(b) Ti1023合金接头。(c) Cp-Ti接头中不存在马氏体α′;(d) Cp-Ti接头HAZ-WZ界面的显微组织特征。
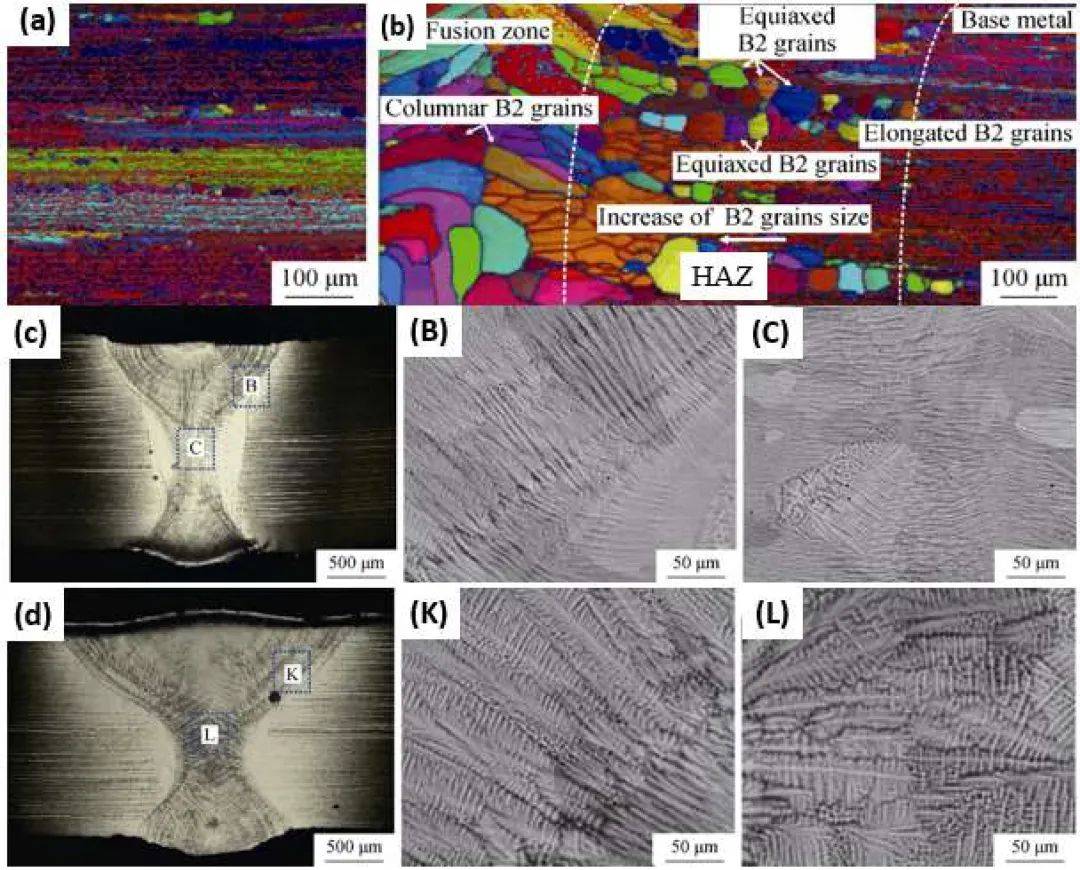
图7:(a) EBSD图像显示BM中含有大量低LAGB的细长B2晶粒;(b) HAZ由含有少量LAGB的等轴B2晶粒组成;(c和d)分别在1000 W和2500 W下激光焊接Ti2AlNb基合金接头的光学显微图;(B-C和K-L)分别为c和d的FZ中B2晶粒标记区域的SEM图像。
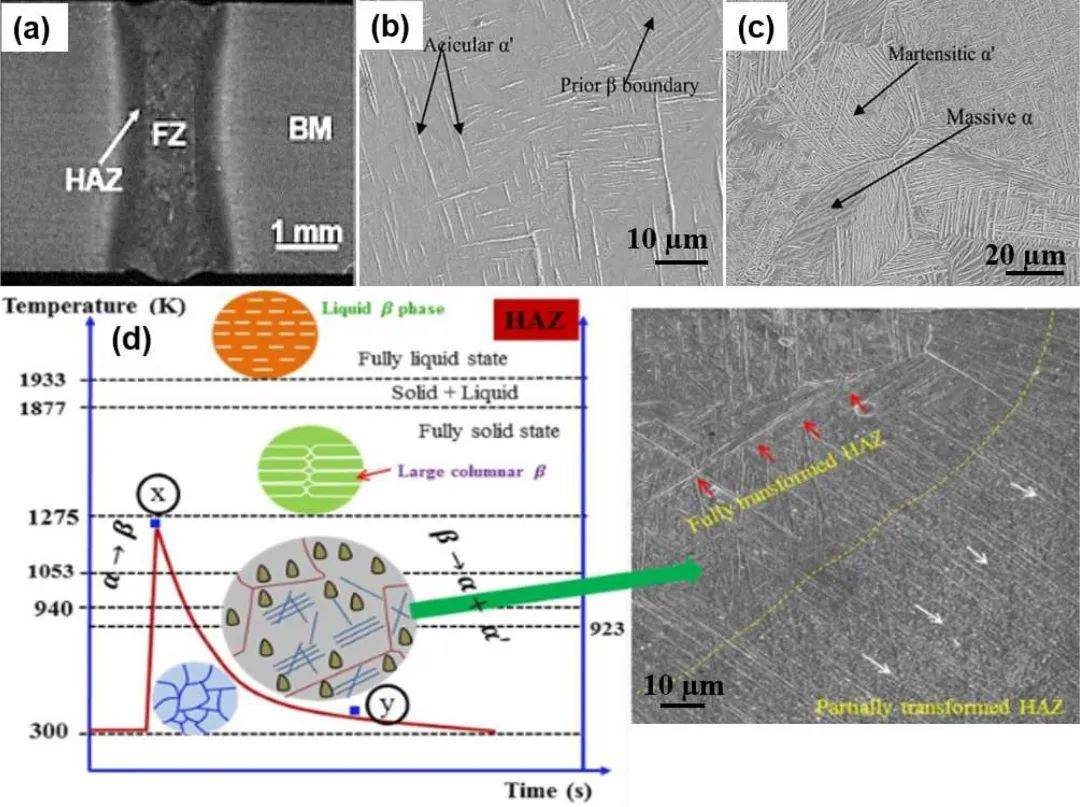
图8:激光焊接TC4合金的SEM显微照片显示(a)焊接接头的不同区域。(b) HAZ和(c) FZ。(d)热影响区热循环和HAZ 的微观结构演变。

图9:激光焊接钛合金接头不同区域硬度分布(a)Ti-10V-2Fe-3Al (Ti1023)合金;(b) Ti4Al6V合金。
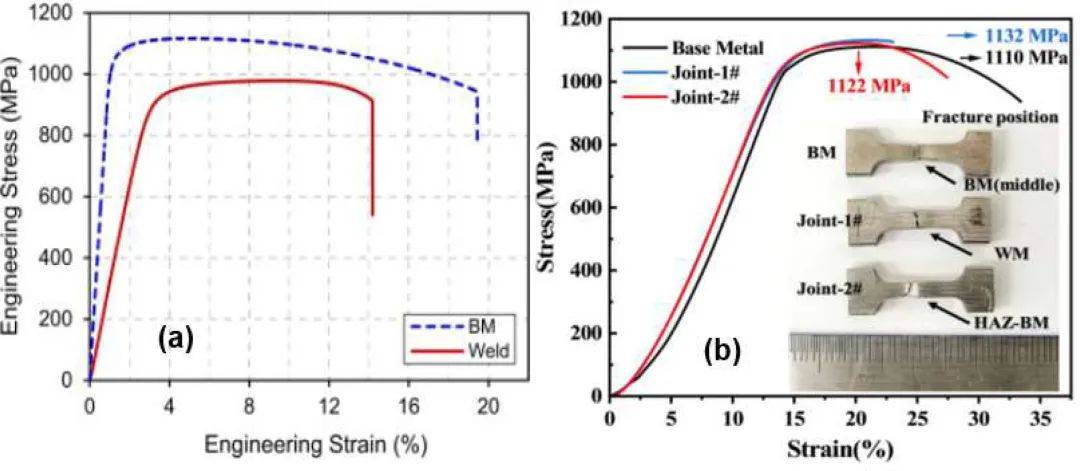
图10:激光焊接(a)Ti6242合金接头的拉伸性能。(b)Ti6Al4V合金接头的拉伸性能。

图11:(a-b)无疲劳(c)疲劳应力幅值为350 MPa (e)疲劳应力幅值为360 MPa (d-f)分别因疲劳应力幅值为350 MPa和360 MPa而形成的堆叠断层;(g)由于 Ti6Al4V 焊点疲劳断裂而观察到的鱼眼图案;(h)不同后处理对Ti6Al4V激光焊接接头疲劳性能影响的S-N曲线。
图12:在不同焊接速度下(a-b) 2.4 m.min-1和(c-d) 3.2 m.min-1下CP-Ti焊接试样的断口位置和疲劳断口表面SEM图像; 在不同焊接速度下(e-f) 2.4 m.min-1 (g-h) 3.2 m.min-1下产生的焊接后激光冲击强化处理CP-Ti样品。
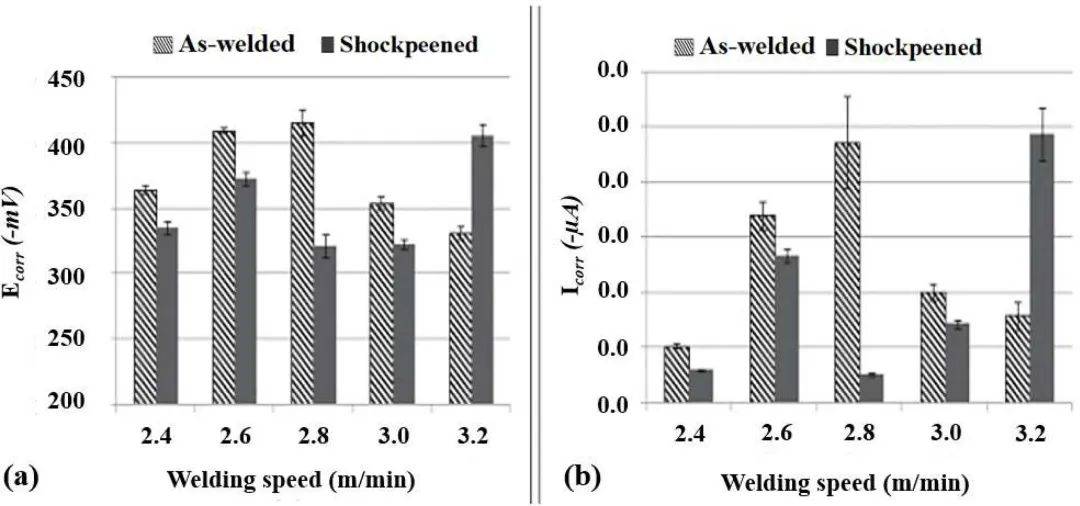
图13:激光冲击强化对激光焊接CP-Ti样品电化学性能的影响(a)腐蚀电位和(b)腐蚀电流。
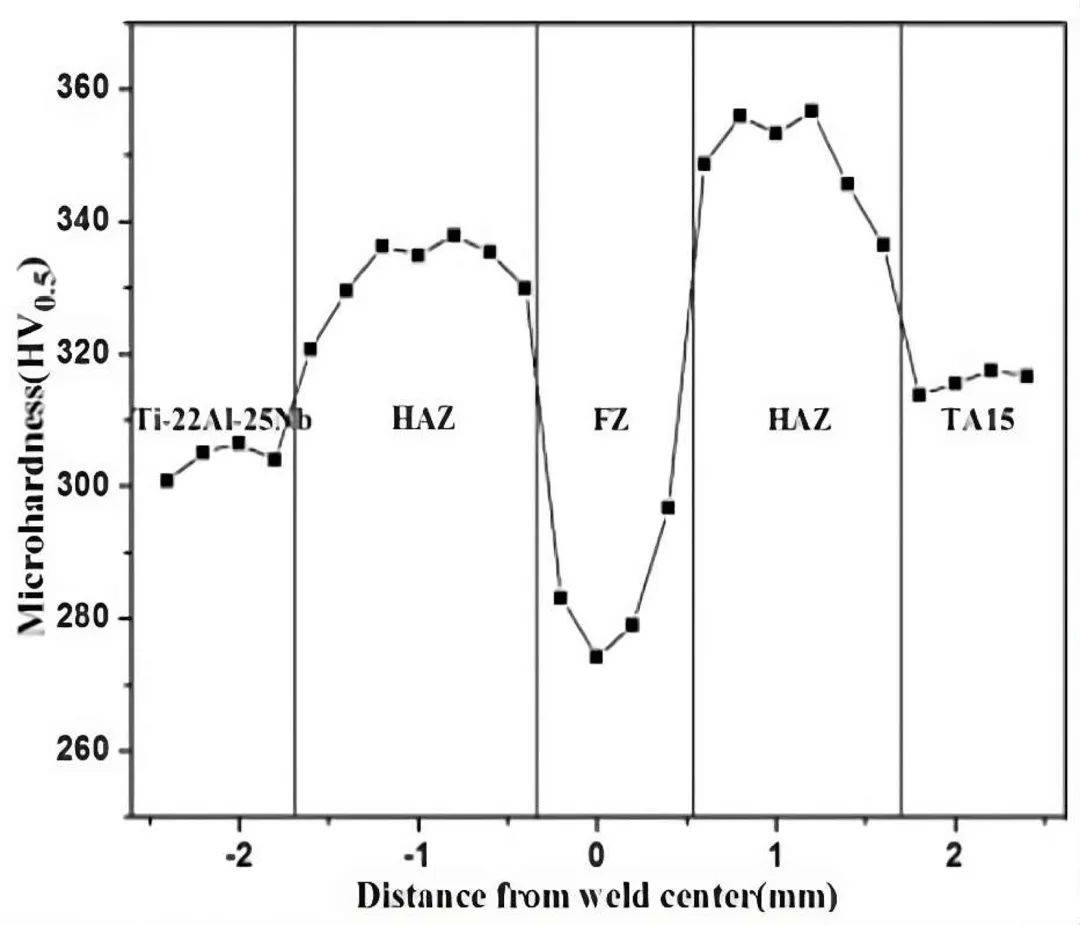
图14:双光束激光焊接Ti-22Al-25Nb/TA15异种接头硬度分布
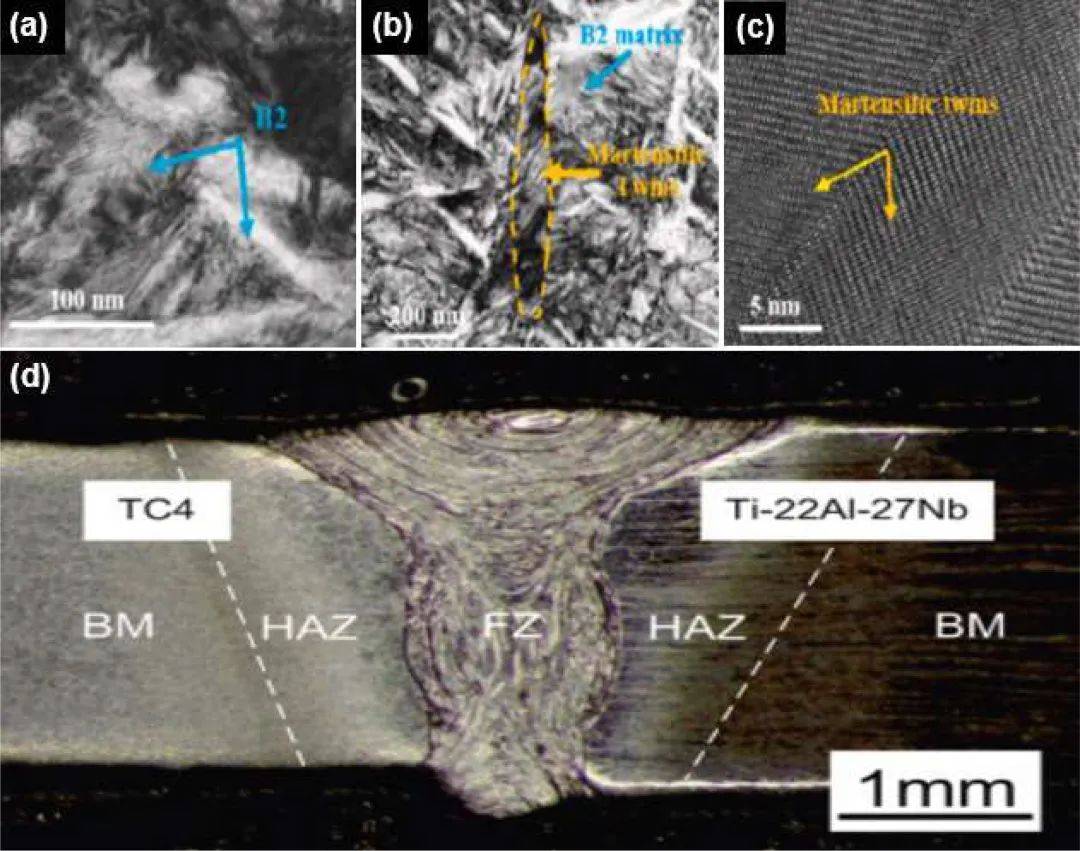
图15:带Nb夹层的异种Ti-22Al-27Nb/Ti-6Al-4V合金激光焊接接头FZ的TEM图像显示:(a) B2相占优势;(b) B2基体中存在马氏体α′;(c) HRTEM显示FZ中存在孪晶马氏体(α′马氏体的变体)。(d) Ti-22Al-27Nb/TC4焊接接头截面图。
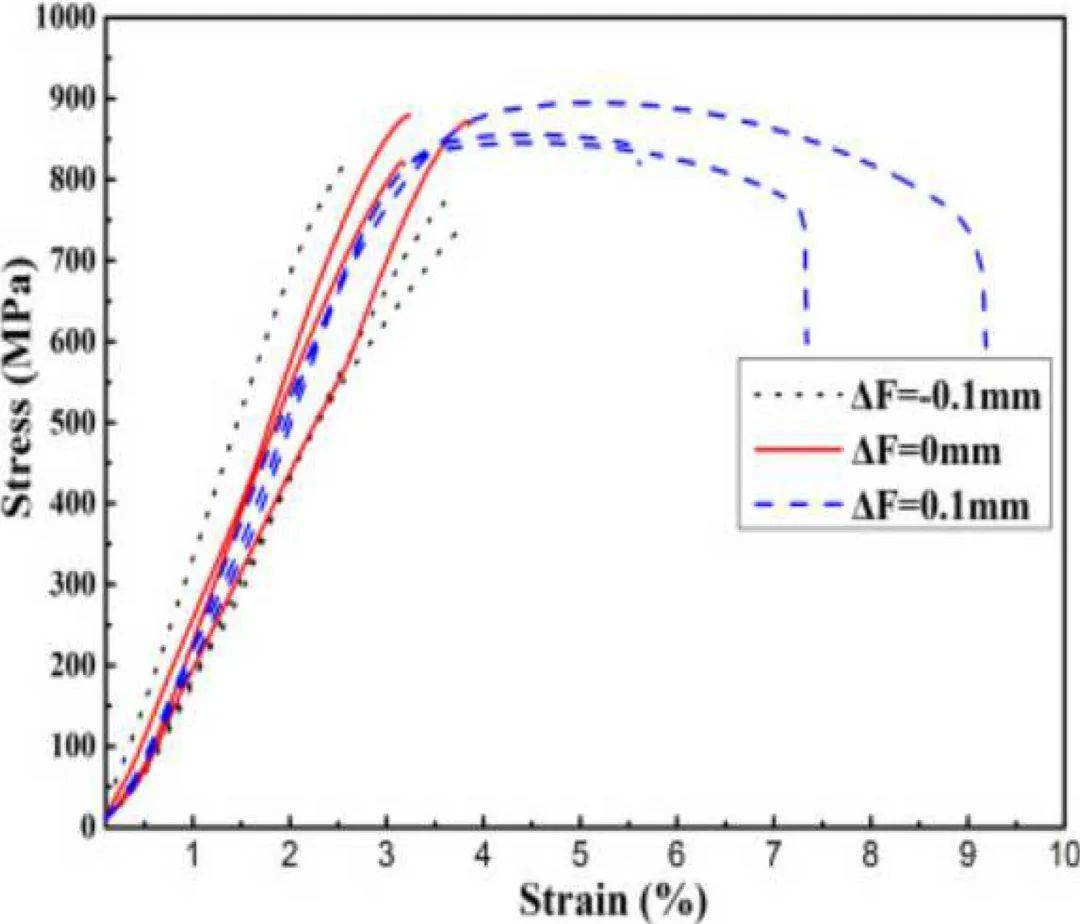
图16:不同激光偏移量对Ti-3Al-6Mo-2Fe-2Zr/TA15合金接头拉伸性能的影响
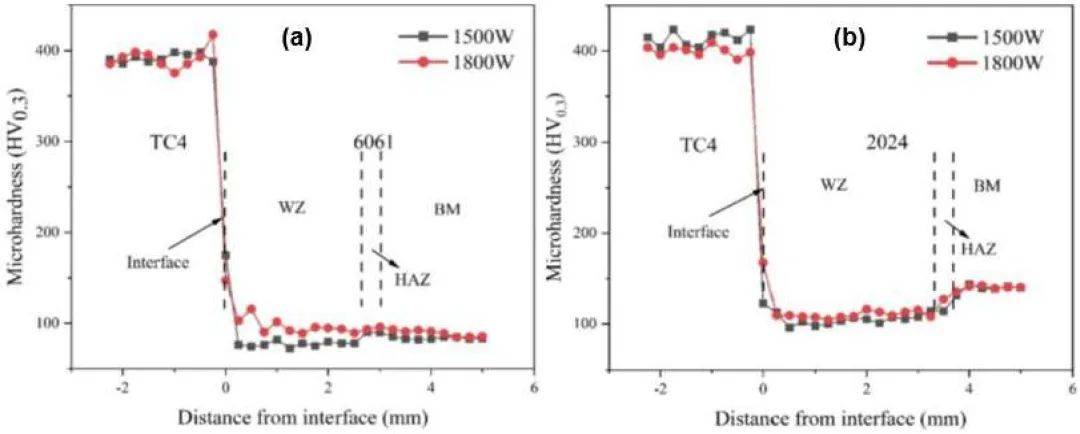
图17:异种钛/铝接头焊接区的硬度曲线(a) TC4/AA6061接头;(b) TC4/AA2024接头。
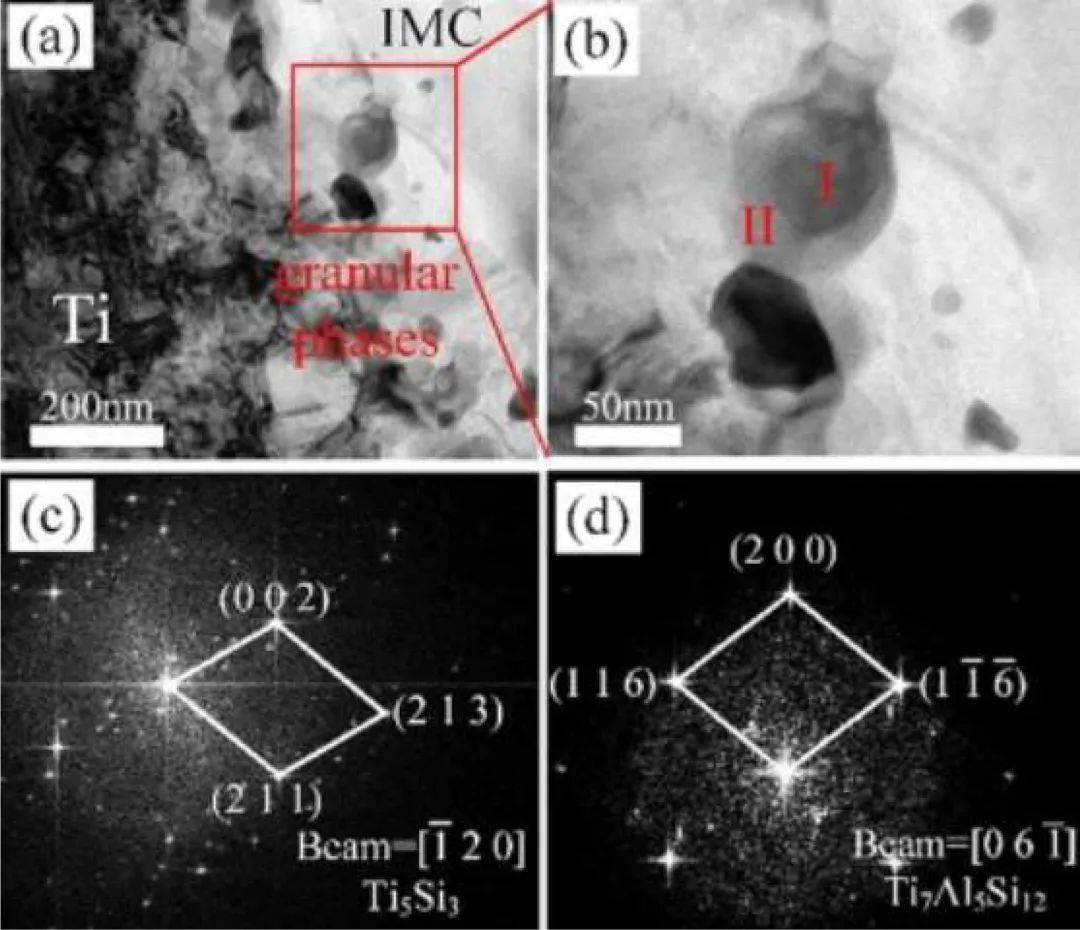
图18:(a) Ti/Ti(Al,Si)3 界面颗粒相的明视场图像 (b) (a) 中标记区域的放大图像,显示颗粒相 I 和灰白色相 II (c) SADP 图像,显示 I 相为 Ti5Si3 (d) SADP 图像,显示灰白色相为 Ti7Al5Si12。
最新研究表明,钛及其合金具有高比热输入、高可靠性和其他优越品质,可在航空航天、汽车和医疗行业等领域成功使用激光焊接。这项工作表明,人们对钛合金激光焊接的兴趣日益浓厚,并设计出不同的方法来克服与该工艺相关的挑战。钛合金与其他材料(如异种钛合金和铝合金)的激光焊接也促进了混合结构的发展,在航空和汽车行业有着重要的应用。各种研究表明,适当选择加工参数可以改善激光焊接的同类和异种钛合金接头的组织和力学性能。然而,关于激光光斑直径对实现高焊接质量和改善激光焊接钛合金接头力学性能的贡献的研究较少。同样,一些作者的研究结果表明,钛/其他金属异种接头的界面质量得到了提高,接头强度也得到了改善。然而,大多数报告的工作都表明,与 BM 相比,异种接头的抗拉强度较低。因此,应共同努力改变界面反应,并了解最终在异种接头处形成 IMC 的基本过程。这将大大有助于改善异种接头的特性和性能。此外,还应进一步探索使用机械处理和不同的激光表面处理方法,如激光冲击强化和表面重熔工艺,以提高异种接头的强度,因为这些方法可有效消除焊接缺陷,提高激光焊接钛合金接头的力学性能和腐蚀性能。一般来说,有关硬度、拉伸强度和疲劳强度等力学性能的研究报告已经很多。相比之下,激光焊接钛合金同类和异种接头的断裂韧度和冲击强度等其他性能却不尽相同。虽然发现了一些关于激光焊接类似钛合金接头耐腐蚀性能的报告,但激光焊接异种钛合金接头腐蚀性能方面的报道却十分匮乏。此外,文献中还没有充分论述影响所观察到的显微组织变化的具体机制,以及不同焊接条件对同类和异种钛合金接头力学性能的影响。因此,未来对激光焊接同类和异种钛合金接头的研究应重点关注这些领域,为研究人员和工程技术人员创建一个全方位的性能数据库,进一步拓宽激光焊接同类和异种钛合金的应用领域。总之,随着新型材料在关键工程应用领域(尤其是航空航天和汽车行业)的不断发展,钛合金激光焊接为开发轻量化部件提供了更广阔的研究前景和机遇。










